偏心半球閥經長期使用后球體和閥座密封面由于損壞程度不同,不能直接對研,而是先用事先專做的一定數量和規格的假球體(即研磨頭)、假閥座(即研磨座)分別對閥座、球體進行研磨。研磨頭和研磨座用普通碳素鋼或鑄鐵制做,尺寸和角度應與置于球閥上的球體、閥座相等。研磨若手工進行,需配置各種研磨桿。研磨桿和研具要裝配得當,不能歪斜。為減輕人的勞動強度,加快研磨速度,常采用電動研磨機或振動研磨機研磨。此外,研磨劑的選擇也是要非常重視的,由于研磨劑是磨料和研磨液組成的一種混合劑,而研磨液又僅是一般的煤油和機油。因此,正確地選用研磨劑最關鍵的一環是正確地選用磨料。如何正確地選偏心半球閥研磨劑?
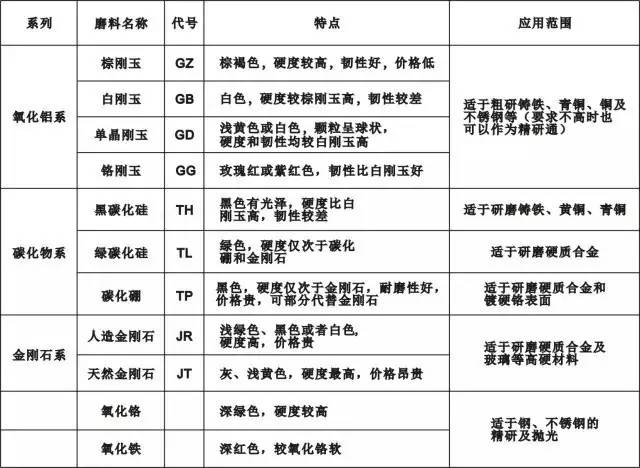
1、氧化鋁(AL2O3)氧化鋁又稱剛玉,其硬度較高,使用很普遍。一般用來研磨鑄鐵、銅、鋼及不銹鋼等材料的工件。
2、碳化硅(SiC)碳化硅有綠色及黑色兩種,其硬度比氧化鋁高。綠色碳化硅適用于研磨硬質合金;黑色碳化硅用于研磨脆性材料及軟材料的工件,如鑄鐵、黃銅等。
3、碳化硼(B4C)硬度僅次于金剛石粉末而比碳化硅硬,主要用來代替金剛石粉末研磨硬質合金,研磨鍍硬鉻的表面。
4、氧化鉻(Cr2O3)氧化鉻是一種硬度高和極細的磨料,淬硬鋼精研時常常使用氧化鉻,一般也用它來拋光。
5、氧化鐵(Fe2O3)氧化鐵亦是一種極細的閥門磨料,但硬度及研磨效果均較氧化鉻差,用途與氧化鉻相同。
6、金剛石粉末 即結晶磮C,它是最硬的磨料,切削性能較好,特別適用于研磨硬質合金。
常用磨料的分類及應用范圍見表
此外,磨料粒度(磨料的顆粒尺寸大小)的粗細對研磨效率及研后表面粗糙度有顯著的影響。粗研時,偏心半球閥工件表面粗糙度要求不高,為提高研磨效率宜選用粗粒度的磨料;精研時研磨余量小,工件表面粗糙度的要求高,可采用細粒度的磨料。密封面粗研時磨料的粒度一般為120#~240#;精研為W40~14。
偏心半球閥調制研磨劑,通常是往磨料里直接加入煤油和機油。用1/3煤油加2/3機油與磨料調合成的研磨劑適用于粗研;用2/3的煤油加1/3機油與磨料調合成的研磨劑可用于精研。當研磨硬度較高的工件時,使用上述研磨劑的效果就不夠理想。這時,可采用三份磨料加一份加熱的豬油調合起來,冷卻后形成糊狀,使用時再適當加些煤油或汽油調勻。
地 址:上海市金山區興塔工業區
咨詢電話:021-57362601
手機號碼:13816357694
電子郵箱:hanyuev@163.com
網 址:http://www.cqupx.com
 網站首頁
網站首頁